By Nisarg Nargund
INTRODUCTION
In the ongoing Industry 4.0 era where new advanced technologies such as computer vision and machine learning have a vast potential to revolutionize the food industry, this article explores, in-depth, the profound effects of these technologies on food quality which will significantly lead to an increase in efficiency, safety, and traceability across the agricultural- food-consumer continuum.
The old and traditional methods of assessing food quality are typically labour-intensive, time-consuming, and subjective. The integration of computer vision and machine learning enables automation, simplifying the processes, and making them more objective. The mentioned techniques in this article encompass image acquisition, image processing, object measurement, object classification, and the application of artificial neural networks.
COMPUTER VISION TECHNOLOGY
Computer Vision is a specific field in Artificial Intelligence (AI) that particularly deals with image and visual data, and how its computational methods help computers understand and interpret the content of digital images and videos. Shortly, Computer Vision (CV) aims to make computers see, understand, and interpret visual data input from cameras, sensors or other devices. Its applications span across diverse domains such as food safety and quality control, healthcare, autonomous vehicles, surveillance, robotics, augmented reality, agriculture, retail, and manufacturing.

Machine Vision System (MVS) offers a cost-effective means of ensuring quality by analysing images to ascertain factors like quality and expiration dates, thereby reducing variability and inconsistency.
Image processing/segmentation: Deep neural networks process raw data and segment composite images into distinct parts, which is vital for meeting desired food quality standards.
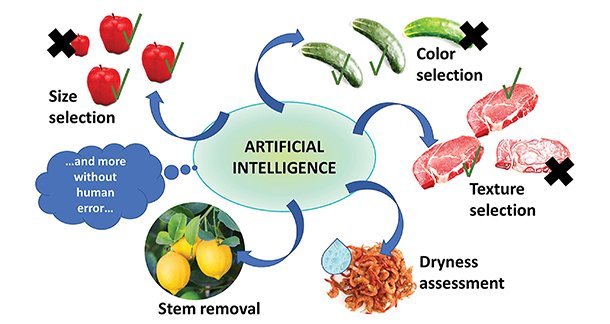
Object measurement: Computer Vision extracts measurements of objects, including shape, colour, and texture, which are the essential parts for evaluating quality in the food industry.
Object Classification: Automated classification techniques such as artificial neural networks, fuzzy logic, and support vector machines, replace human decision-making, ensuring consistent judgements over time.
Artificial Neural Networks: ANNs are used to recognize patterns and features from images of food products, artificial neural networks predict quality categories, thus facilitating quality evaluation and inspection.
MACHINE VISION SYSTEMS
Ensuring food safety is paramount and Machine Vision Systems (MVS) are becoming powerful allies in this fight. This technology leverages the magic of Computer Vision(CV) as discussed above, to see and analyze food with precision.
Moreover, Machine Vision System (MVS) employs image processing and segmentation techniques leveraging deep neural networks to process raw data into discrete parts. This technique of image segmentation is essential for accurately assessing the quality of individual components within food products, ensuring that any abnormalities or irregularities are promptly identified and addressed. MVS also enables object measurement and extracting detailed measurements of objects such as shape, colour, and texture. These measurements are fundamental in evaluating the quality of food products, as they provide quantitative data that can be compared against established standards and specifications. Other techniques like Artificial Neural Networks (ANNs), fuzzy logic, and support vector machines are also employed by MVS to classify food products based on predetermined quality criteria. This new age of automated classification replaces manual decision-making processes, ensuring consistent judgements over time, and enhancing efficiency in quality evaluation.
In conclusion, the integration of Computer Vision (CV) and Machine Learning (ML) technologies, particularly through the implementation of a Machine Vision System(MVS), holds tremendous promise for revolutionizing food safety and quality evaluation. Also, employing automated classification methods like Artificial Neural Networks(ANNs), fuzzy logic, and support vector machines ensures consistent judgements which reduce manual decision-making processes resulting in less human error and resulting in precise food safety and quality evaluation.